Protocol SOP-09: Post-Milling Stress Relief
Standardized thermal cycle to neutralize residual stress vectors in full-arch frameworks.
Dimensional Distortion (Warping)
Risk Addressed
Dimensional Distortion (Warping)
Even with annealed discs, high-speed milling introduces surface compressive stress. If not relieved, this stress releases during the first porcelain firing (800°C+), causing the framework to curl. This SOP relaxes the lattice structure prior to ceramic bonding.
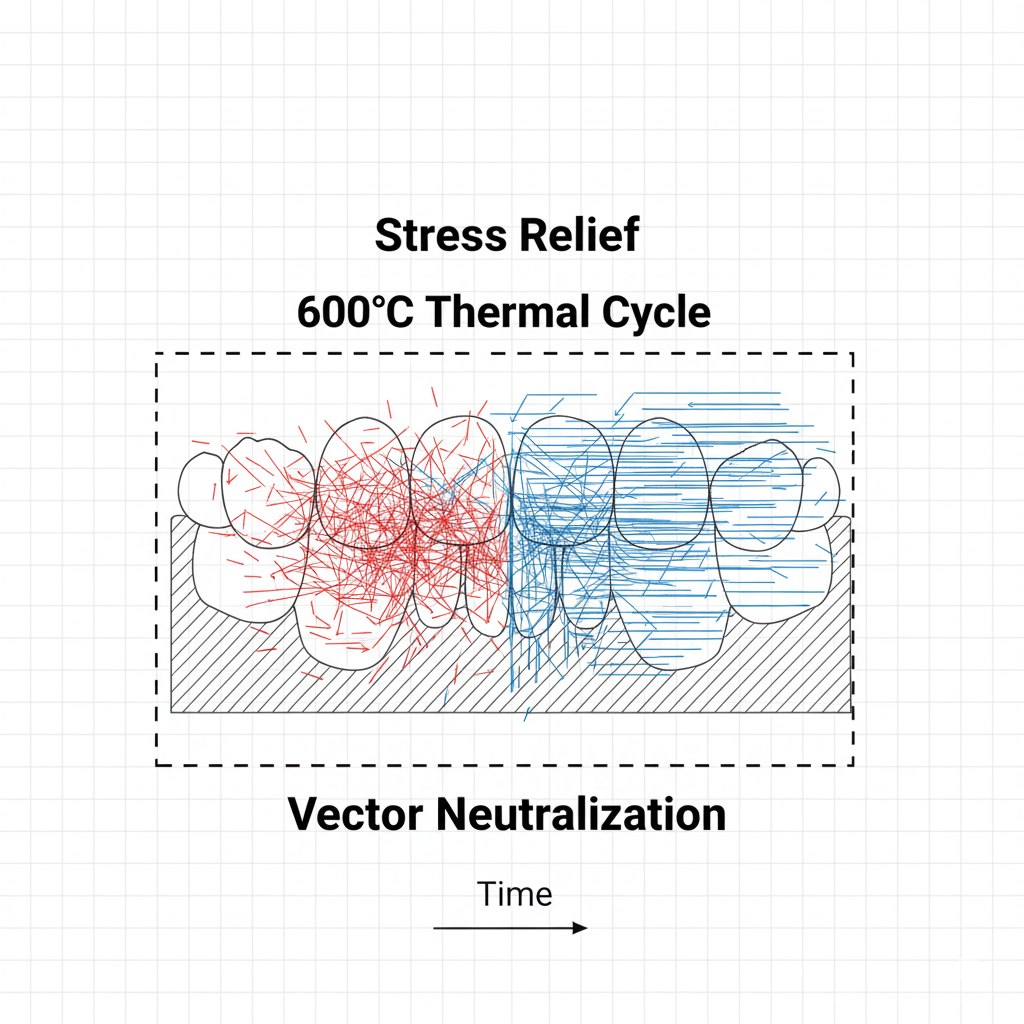
Fig 1. Thermal relaxation of milling-induced surface stress. Engineering diagram showing stress vectors neutralizing.
Furnace Program Parameters (Ti-6Al-4V ELI)
| Stage | Parameter | Value | Notes |
|---|---|---|---|
| Start | Entry Temp | 400°C | Pre-drying optional |
| Ramp | Heat Rate | 55°C / min | Standard climb |
| Target | Final Temp | 600°C | Do not exceed 650°C (Oxidation risk) |
| Hold | Soak Time | 15:00 min | Essential for thick connectors |
| Atmosphere | Vacuum | On | Prevents Alpha Case formation |
| Cooling | Cooling Rate | Passive | Open chamber at 450°C |
Material Pre-Requisites
This protocol is critical for standard Grade 5 titanium. For labs using ValidTi PRO (Pre-Annealed) discs, this step may be shortened to 5 minutes, as the bulk material carries zero residual stress from the factory.
View ValidTi PRO Specs →Download Printable SOP Card
Complete protocol in A4 format for lab reference
Get PDF (A4 Format) →